





关键词 |
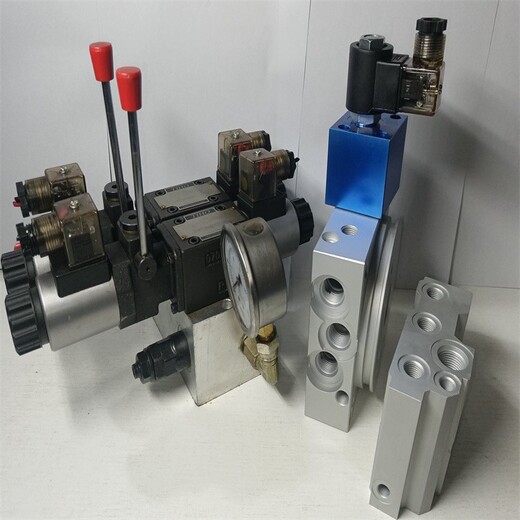
动力单元铝合金阀块 |
面向地区 |
全国 |
材质 |
铝合金 |
适用机械 |
工程机械 |
是否标准件 |
标准件 |
加工定制 |
是 |
工作温度 |
0-60℃ |
耐压 |
20MPa |
液压阀块油路板的设计:
1、确定油路板的数量:对于较简单的液压系统,当液压元件数量不超过10~12个时候,整个液压系统只需集中在一个油路板上(视现场情况需要而定);若元件数量较多,则需要进行分解;
2、根据液压系统原理图,进行三维建模设计:为在油路板上布置元件方便起见,先根据选型的液压元件的外形轮廓尺寸(含油口尺寸、安装尺寸),建立三维实体模型,然后在三维空间中,确定各元件底面上油口位置、尺寸及在空间相互连通关系,进而确定油路块实体模型。建立三维实体模型后,再分别建立其二维视图;
3、元件位置的布置:
一般应使方向阀阀芯置于水平方向。如果将电磁阀垂直方向放置,由于阀芯自重可能影响造成动作失灵。
元件之间距离一般取5~10mm。电磁换向阀的电磁铁外壳可以伸出油路板外面,并尽量伸出于阀板的同一侧。注意留出扳手空间;
尽可能将与主压力油路相通的各元件油口沿坐标轴排列在一条直线上,以便于用一个横向孔(工艺孔)将其连接起来,再与液压泵压力油管接口连接,以减少钻孔(工艺孔)的数量;
压力表开口布置在油路板的上方,如果放在中间,则应留出安装压力表的位置;
4、油孔的直径与位置:
元件布置好后则油路板正面孔的数量随之确定,它的孔数等于各元件孔数之和。油路板正面孔的孔径应等于元件油口孔径,连接阀的螺钉孔直径应为螺孔内径,螺钉孔深部一般为12mm内;
油路板内的孔,孔通道和孔通道之间的壁厚不小于5mm;
工艺孔端口用螺塞(堵头)堵住;
接管接头的孔口,都要根据管接头螺纹底径尺寸钻浅孔并攻丝;
5、绘制油路板零件图:
油路板正视图:以油路板两条边为坐标轴,根据已排好的元件布置图,定出每个元件基准线坐标。基准线是元件产品样本上标注安装尺寸的基准。然后,按比例画出油路板各面所有的油孔和安装螺孔,并以基准线为坐标尺寸。如果正面孔数量多,而且孔径、孔深不一,可将各孔编号列成表格来表示;
剖面图:为了表达横孔的通路,还需要画出各层孔的剖面图。剖面图应标注每个横孔的孔径和孔深,并按坐标每个横孔的位置以及端部螺塞螺孔的尺寸;
后视图和侧视图:标注每个油口的管接头螺孔尺寸与连接部位,以便接管。侧视图中若有工艺孔,标注出螺塞孔的位置与数量。
液压阀块的设计要点:
1、设计阀块时应考虑系统管路走向,同时应考虑扳手操作空间;对于位置相近且易接错的油口,应尽量设计或选用不同通径的管接头和胶管以便于区分;
2、 阀块上的各油口旁均应标注注油口标识(例如:P、A、T、B、A1、A2、B1、B2、M1、M2),其中,板式阀安装面的油口标识仅在图纸上体现,而用于与胶(钢)管相连接的外接油口和测压口旁则在阀块体上打相应钢印,为安装管接头(或法兰)后不将标识覆盖,钢印距离相应油口边缘大于7mm(可在技术要求中注明);
3、阀块上的外接油口、测压口应根据管接头连接尺寸设计,沉孔外径、深度和螺纹深度均应留有合适的余量,避免安装时干涉;
4、合理选择各控制阀的结构形式,同时应避免阀块集成度过高,尤其应避免在同一阀块上集成过多的螺纹插装阀,否则会使阀块工艺孔成倍增加,油路曲折,压力损失高,同时造成加工、检验和排故困难;但是对于功能相关,油路并联的板式阀组应尽量集成,以便简化系统管路;
5、 阀块上采用的板式液压控制阀安装面应按厂家样本提供的尺寸设计,其表面加工质量可参考标准“ISO 4401 Hydraulic fluid power - Four-port directional control valves - Mounting surfaces”或“GB/T 2514液压传动 四油口方向控制阀安装面”的相关规定;
6、阀块上采用的螺纹插装阀安装孔应按厂家样本提供的尺寸设计,尽量选用和其他品牌型号通用性强和有现有加工刀具的插件;
7、 设计阀块体的孔道时应考虑尽可能减小流阻损失及加工方便。一般工作管路推荐流速为8m/s,回油管路推荐流速为4m/s;
8、阀块的孔深数值是指从孔道所在视图表面计算并包括钻尖的深度;
9、为便于去毛刺和避免污染物沉积,相交孔的结构形式应采用T形结构,其中一个孔的孔深为该孔端面到与之相通孔道的轴线位置,不得采用十字形结构;
10、应避免采用倾斜孔道,采用斜孔时,孔道的倾斜角度宜不超过35°,并须孔口的密封良好。
11、为防止系统使用中被击穿,阀块中间两两相邻(相交或平行)孔道(含安装螺纹孔)之间的小壁厚应不小于4mm。但在受布局和结构限制,且孔道所受压力小于6.3MPa时,孔道之间的小壁厚可不小于3mm;
12、考虑到集成阀块上的油孔细而长,钻孔加工时可能会钻偏,实际壁厚应在计算基础上适当取大一些;
13、 为避免钻头损坏,通常钻孔深度不宜超过孔径的25倍;
14、工艺孔道应采用螺塞、法兰等可拆方式封堵,以便孔道的清理、清洗和检查。在位置不允许时,对直径不大于12mm 的孔道,允许采用球涨式堵头封堵,球涨式堵头的安装尺寸应符合“JB/T 9157-1999液压气动用球涨式堵头安装尺寸”的规定;
15、建议阀块的工艺孔口部堵头不凸出安装面表面;
16、阀块表面镀镍,镀镍层厚度0.008~0.015mm;
17、对于不能用剖视图清晰表示内部孔道相交状况的复杂阀块,应用孔系表注明各孔的相交状况,以便于阀块检验。同时,建议将阀块的工作原理图和三维轴测图附在工程图中。
液压阀块制作:
1、液压阀块上安装阀、法兰的表面粗糙度应达到Ra0.4,末端管接头的密封面的表面粗糙度应达到Ra3.2。另外,安装管接头的螺孔与其外贴合面之间的垂直度允差至少应为8级;
2、阀块上所有螺孔应有加工精度要求,一般选7H,螺纹式插装阀的安装孔的加工精度应附合产品样本的要求,插装阀安装孔的粗糙度为Ra0.8,此外,还要有尺寸公差和形位公差要求。0型圈沟槽的表面粗糙度为Ra3.2,一般流道的表面粗糙度为Ra12.5;
3、高压阀块好采用35锻钢,一般的阀块采用A3钢或球墨铸铁,在用气割从板材上裁制阀块材料时,应留有足够的加工余量,好将阀块的毛坯进行锻造后再加工。加工阀块的材料须要内部组织致密,不得有夹层、沙眼等缺陷,必要时应对毛坯探伤。铸铁块和较大的钢材块在加工前应进行时效处理和预处理。
| 主营行业:液压机械/部件 |
| 公司主营:铝合金油路块,螺纹插式阀组 |
| 企业类型:个体经营 |
| 公司成立时间:2022-03-27 |
| 经营模式:生产+贸易型 |
| 公司邮编:315200 |
| 公司电话:0574-86537899 |
全国动力单元铝合金阀块热销信息




