





关键词 |
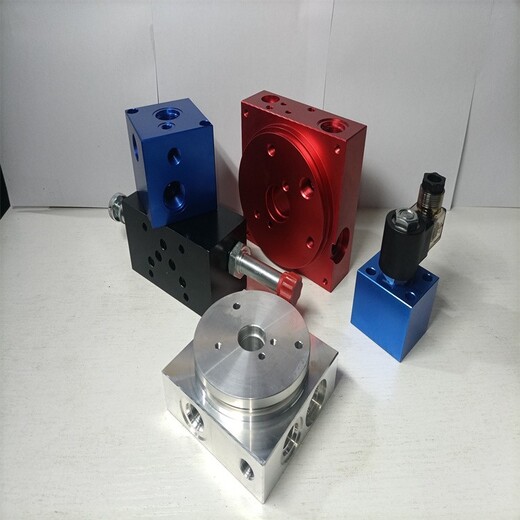
动力单元铝合金阀块 |
面向地区 |
全国 |
材质 |
铝合金 |
适用机械 |
工程机械 |
是否标准件 |
标准件 |
加工定制 |
是 |
工作温度 |
0-60℃ |
耐压 |
20MPa |
液压阀块原经常性原则:
1、安装于液压阀块上的液压元件的尺寸不得相互干涉;
2、阀块的几何尺寸主要考虑安装在阀块上的各元件的外型尺寸,使各元件之间有足够的装配空间。液压元件之问的距离应大于5mm,换向阀上的电磁铁、压力阀上的先导阀以及压力表等可适当延伸到阀块安装平面以外,这样可减小阀块的体积。但要注意外伸部分不要与其他零件相碰;
3、在布局时,应考虑阀体的安装方向是否合理,应该使阀芯处于水平方向,防止阀芯的自重影响阀的灵敏度,特别是换向阀一定要水平布置;
4、阀块公共油孔的形状和位置尺寸要根据系统的设计要求来确定。而确定阀块上各元件的安装参数则应尽可能考虑使需要连通的孔道好正交,使它们直接连通,减少不必要的工艺孔;
5、由于每个元件都有两个以上的通油孔道,这些孔道又要与其它元件的孔道以及阀块体上的公共油孔相连通,有时直接连通是不可能的,为此设计必要的工艺孔。阀块的孔道设计就是确定孔道连通时所需增加工艺孔的数量、工艺孔的类型和位置尺寸以及阀块上孔道的孔径和孔深;
6、不通孔道之间的小壁厚进行强度校核;
7、要注意液压元件在阀块上的固定螺孔不要与油道相碰,其小壁厚也应进行强度校核等等。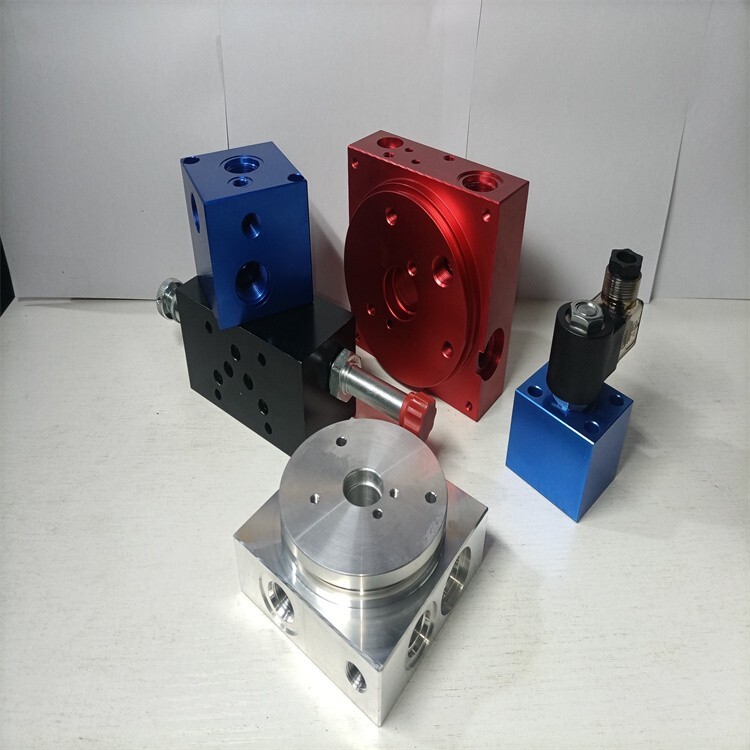
液压阀块的设计要求:
1、可靠性高,确保孔道间不窜油;
2、 结构紧凑,占用空间小;
3、油路简单,压力损失小;
4、易于加工,辅助工艺孔少;
5、便于布管;
6、各控制阀调节操作方便。
设计步骤:
1、根据阀块在系统中的布置和管路布局初步确定各外接油口在阀块上的相对位置,并根据流量确定接头规格;
2、根据阀组工作原理、系统布局、各阀本身特性和维护性能初步确定各控制阀在阀块上的安装位置;
3、设计并反复优化各外接口和阀件间的流道,使各流道依据所设计的原理实现正确、合理的沟通。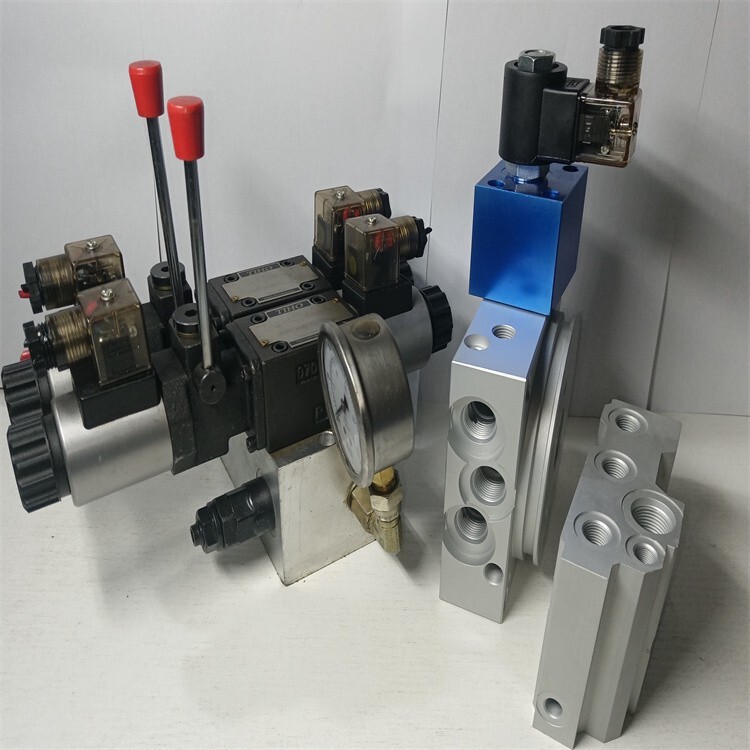
液压阀块的结构特点:
1、阀块体:阀块体是集成式液压系统的关键部件,它既是其它液压元件的承装载体,又是它们油路连通的通道体。阀块体一般都采用长方体外型,材料一般用铝或可锻铸铁。阀块体布有与液压阀有关的安装孔、通油孔、连接螺钉孔、定位销孔,以及公共油孔、连接孔等,为孔道正确连通而不发生干涉有时还要设置工艺孔。一般一个比较简单的阀块体上至少有40-60个孔,稍微复杂一点的就有上百个,这些孔道构成一个纵横交错的孔系网络。阀块体上的孔道有光孔、阶梯孔、螺纹孔等多种形式,一般均为直孔,便于在普通钻床和数控机床上加工。有时出于特殊的连通要求设置成斜孔,但很少采用;
2、液压阀:液压阀一般为标准件,包括各类板式阀、插装阀、叠加阀等,由连接螺钉安装在阀块体上,实现液压回路的控制功能;
3、管接头:管接头用于外部管路与阀块的连接。各种阀和阀块体组成的液压回路,要对液压缸等执行机构进行控制,以及进油、回油、泄油等,与外部管路连接才能实现;
4、其它附件:包括管道连接法兰、工艺孔堵塞、油路密封圈等附件。
液压阀块的设计和加工:设计阀块时大致分为以下几步:选材、加工与热处理、去毛刺与清洗、表面防锈处理、试验。
1、选材:不同的材料决定了不同的压力等级,根据使用压力进行合理选材,一般来说遵循以下原则:
工作压力P<6.3MPa时,液压阀块可以采用铸铁HT20一40。采用铸铁件可以进行大批量铸造,减少工时,提率,特别适用于标准化阀块。
3MPa≤P<21MPa时,液压阀块可以选用铝合金锻件、20号锻钢或者Q235;低碳钢焊接性能好,特别适合与非标的硬管(使用中很多阀块需要和硬管进行焊接)进行焊接。
P≥21MPa时,液压阀块可以选用35号锻钢。锻打后直接机加工或者机加工后调质处理HB200-240(一般高压的阀块,往往探伤、机加工与热处理循环进行)。
2、阀块的设计与加工:设计阀块时阀块初的厚度定为大通径的5倍,然后根据具体设计逐步才缩小;设计通道时应合理布置孔道,尽量减少深孔、斜孔和工艺孔,先安排大流量通道,后是先导油通道,各孔道之间的安全壁厚不得小于3~5mm,还应考虑钻头在允许范围内的偏斜,适当加大相邻孔道的间距;通道内液压油流速不能12m/s,回油通道要比是进油通道大20-40%;阀块进油口,工作口,控制口要加工测压口;各阀口要刻印标号;对于质量较大的阀块有起吊螺钉口,
阀块设计完成后进行加工,其加工工艺大致如下:
加工前处理。加工阀块的材料需要内部组织致密,不得有夹层、沙眼等缺陷,加工前应对毛坯探伤。铸铁块和较大的钢材块在加工前应进行时效处理和预处理。
下料。一般每边至少留2mm以上加工余量。
铣外形。铣削阀块6面,每边留0.2-0.4mm粗磨量。
粗磨。粗磨阀块6面,每边留0.05~0.08mm精磨量,每对对应面平行度小于0.03mm,两相邻面垂直度小于0.05mm。
划线。有条件的可在数控钻床上直接用中心钻完成。
钻孔。各孔表面精糙度为Ra12.5。
精磨。磨削阀块6面,各表面磨至粗糙度Ra0.4um。阀块加工时严格控制形位公差以满足使用要求,形位公差值参考如下:
阀块6个面相互之间的垂直度公差为0.05mm;相对面的平行度公差为O.03mm;
各面的平面度公差为O.02mm;螺纹与其贴合面之间垂直度公差0.05mm;所有孔与所在端面垂直度的允差为如0.05mm;
3、去毛刺与清洗:为了液压系统的清洁度,阀块进行去毛刺。目前很多厂家仍然采用毛刷进行人工去毛刺,也有采用甲烷爆破法去毛刺的。阀块去毛刺完成后需通过内窥镜检验,以确保毛刺清理完毕。后对阀块进行清洗。清除附着在阀块表面的各种颗粒污染物、腐蚀物、油脂等。
4、表面防锈处理:为了确保阀块在使用中不会过早的生锈,进行防锈处理。阀块的内部油道可采用酸洗磷化,外表面防锈处理工艺主要有发蓝、镀镉、镀锌、镀镍等表面处理。
5、保压试验:根据设计要求对阀块进行保压试验。不同的系统工作压力,其阀块的安全系数不相同:
工作压力小于16MPa,试验压力为1.5倍;
工作压力小于25MPa,试验压力为1.25倍;
工作压力小于31MPa,试验压力为1.15倍;
试验保压时间为5~10min,各密封面、各接头处不得有泄漏现象。
液压阀块设计注意事项:
1、液压阀块设计中,油路应尽量简捷,尽量减少深孔、斜孔和工艺孔。阀块中孔径要和流量相匹配,特别应注意相贯通的孔有足够的通流面积,注意进出油口的方向和位置,应与系统的总体布置及管道连接形式相匹配,并考虑安装操作的工艺性,有垂直或水平安装要求的元件,安装后符合要求;
2、对于工作中须要调节的元件,设计时要考虑其操作和观察的方便性,如溢流阀、调速阀等可调元件应设置在调节手柄便于操作的位置;
3、须要经常检修的元件及关键元件如比例阀、伺服阀等应处于阀块的上方或外侧,以便于拆装。另外,阀块设计中要设置足够数量的测压点,以供阀块调试用,对于重量30kg以上的阀块,应设置起吊螺钉孔,但在满足使用要求的前提下,阀块的体积要尽量小。
| 主营行业:液压机械/部件 |
| 公司主营:铝合金油路块,螺纹插式阀组 |
| 企业类型:个体经营 |
| 公司成立时间:2022-03-27 |
| 经营模式:政府或其他机构 |
| 公司邮编:315200 |
| 公司电话:0574-86537899 |














